Discover our highly requested industrial and commercial grade double-walled insulated glasses, shatterproof Tritan collection, and novelty yards designed for maximum thermal retention.








In the contemporary beverage container sector, the demand for sophisticated thermal engineering and sustainable durability has experienced exponential growth. While "insulated tea glasses" traditionally denoted delicate double-walled borosilicate glass utilized in artisanal cafes, the global consumer shift towards active, outdoor, and event-based lifestyles has fundamentally changed raw material requirements. Today, forward-looking brands and international buyers are looking to source high-performance polymer alternatives—such as Eastmans Tritan™ copolyester, food-grade polypropylene (PP), and vacuum-sealed double-wall structures—that seamlessly emulate the exceptional clarity of glass while ensuring absolute shatterproof safety.
From a thermodynamics standpoint, premium insulated vessels operate by creating an insulated barrier—either sealed ambient air or complete thermal isolation—between the internal beverage chamber and the external environment. This thermal mechanism prevents heat transfer through conduction and radiation, maintaining hot tea temperatures or keeping iced beverages chilled without external sweating or condensation. For commercial dining establishments, major entertainment resorts, and large-scale catering firms, selecting the correct insulated ware is not merely a purchase; it is a critical strategy to enhance customer satisfaction, lower replacement expenses, and ensure regulatory compliance.
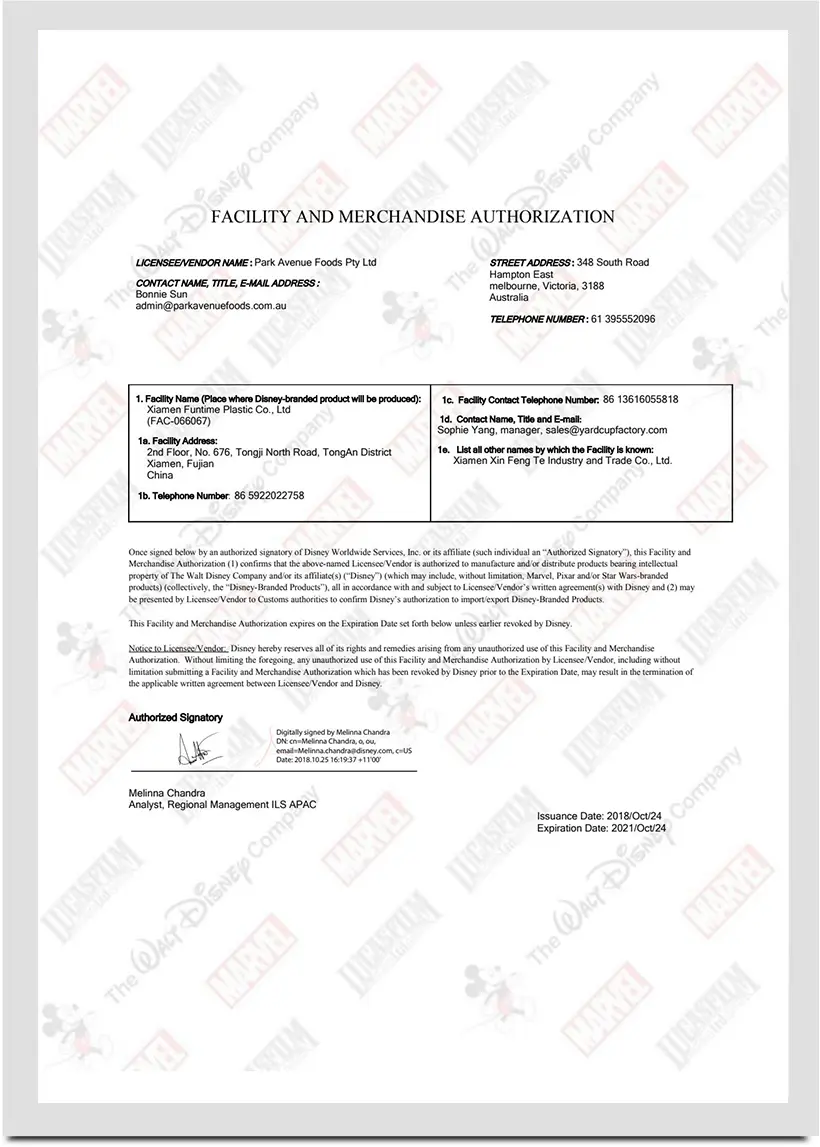
For global enterprise buyers looking to secure robust supply pipelines, China’s industrial ecosystem remains the undisputed benchmark for high-performance drinkware production. Situated in the heart of Xiamen’s advanced manufacturing zone, our specialized subsidiary factory, Funtime Plastics (Xiamen) Co., Ltd. (founded as a high-precision arm of Charmlite in 2013), exemplifies this engineering supremacy.
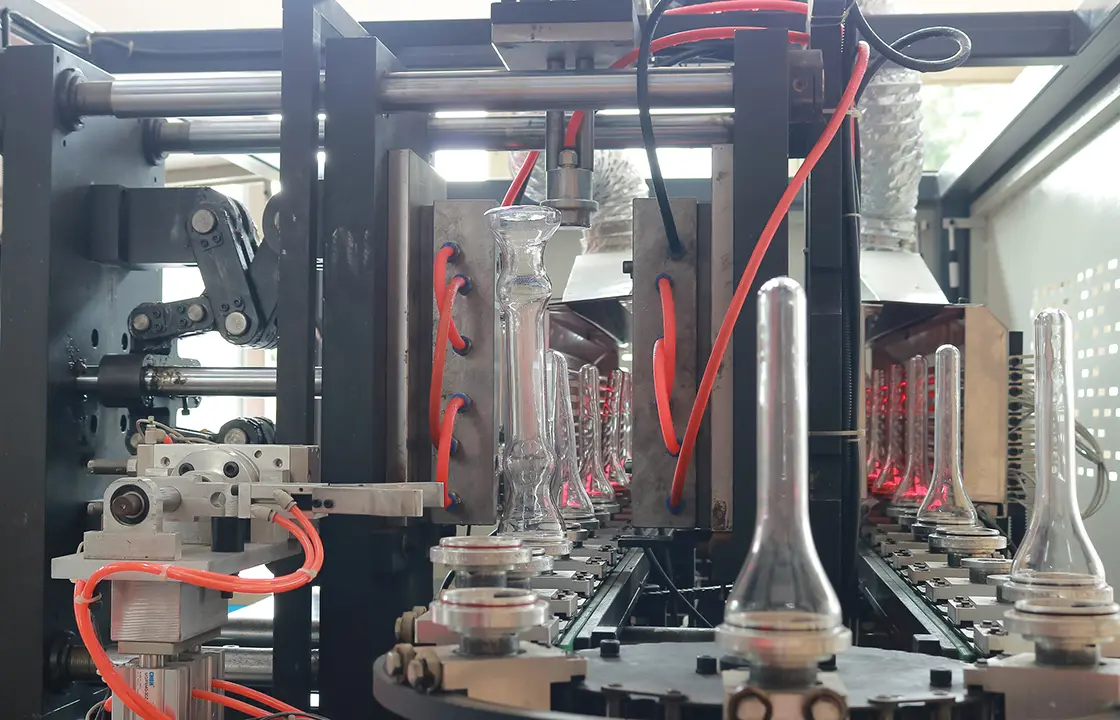
China's competitive advantage in polymer manufacturing lies in deep supply chain integration and rapid technological iteration. Our facility is equipped with 42 high-speed advanced machinery assets, consisting of modern injection molding equipment, complex extruders, automated blow-molding lines, and high-fidelity multi-color brand printing machinery. This extensive technical setup enables a massive, consistent daily output of 20,000+ premium cups and glasses, assuring a remarkable 99.9% punctual delivery rate even under peak season demands.
Furthermore, the presence of in-house tooling and precision mold design lines enables us to bypass third-party bottlenecks. While conventional manufacturing loops take months to formulate, refine, and produce new structural concepts, our integrated R&D lab converts initial CAD schematics into functional physical samples within exceptionally tight schedules. This allows global brands to swiftly adapt to fast-moving market trends and launch unique, IP-branded shapes without high upfront R&D overhead.
From creative concept ideation to high-speed mass production, we bring your bespoke insulated drinkware ideas to reality with certified quality assurance.

We work hand-in-hand with you to analyze target markets. Whether optimizing double-wall heat retention, choosing Tritan polymers, or selecting PMS colors, our engineering team guides your path.

Translating ideas into precision CAD files and detailed mold designs. We custom tailor everything including secure snap-on lids, ergonomic bases, and high-impact custom brand packaging.

Physical sample proofing provides tangible products for your real-world review. We perform thorough thermal, leak-proof, and durability stress tests before entering custom mold creation.
With custom molds approved, we launch high-efficiency manufacturing runs. Rigorous line inspections and automated packaging ensure beautiful consistency and timely international delivery.
High-performance insulated tumblers, double-walled cups, and novelty glasses serve vast, lucrative sectors across the globe. By matching specialized product styles to dedicated user touchpoints, our buyers successfully maximize commercial value:
Understanding that commercial success relies on professional capability, we design our manufacturing solutions around structural flexibility and uncompromising support. Every product line we develop undergoes thorough engineering review:
Flexible Order Management: To support rapidly scaling startups and niche luxury brands, we provide customizable, low-risk minimum order quantity (MOQ) consultations for customized production runs. This empowers growing enterprises to enter the market swiftly and scale up as market traction develops.
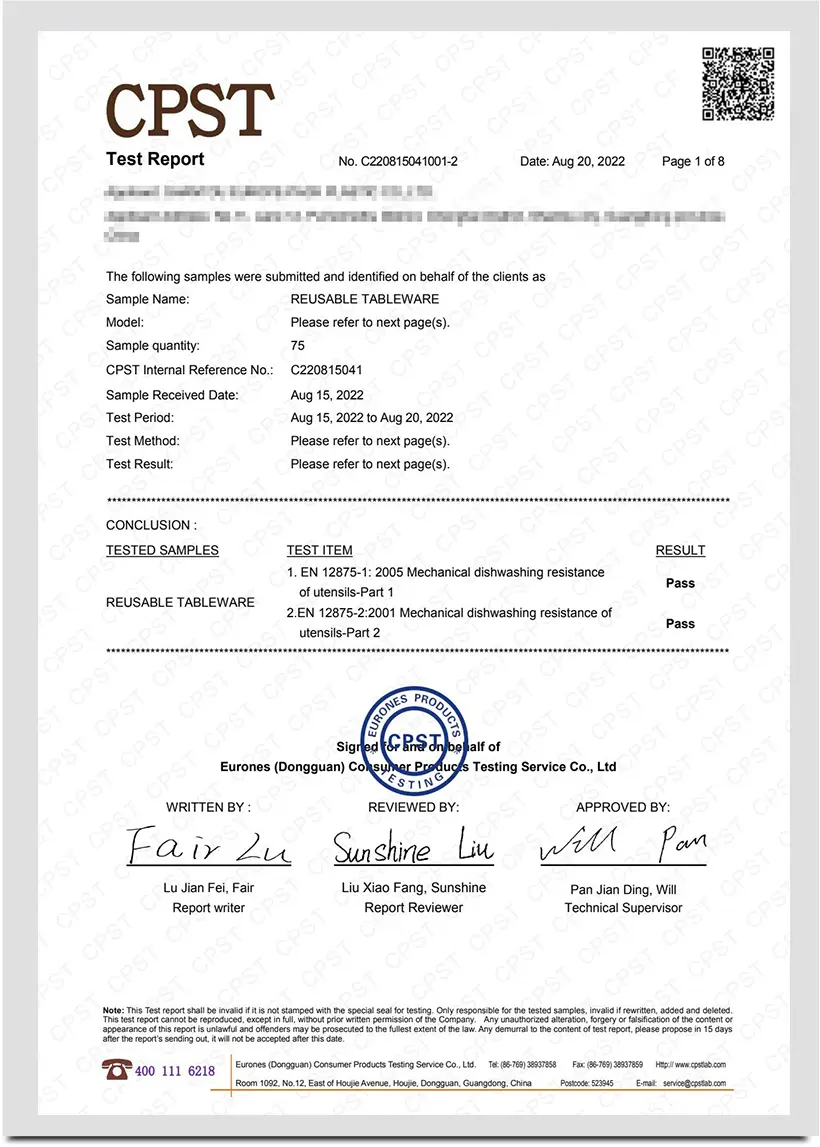
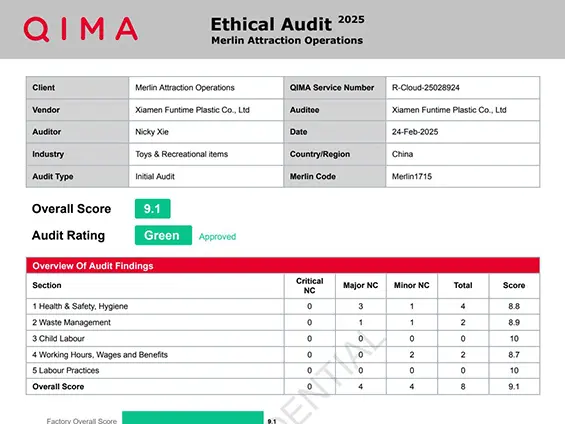
AQL Quality Assurance: Leveraging our 18+ years of handling complex international logistics, our QA departments operate under rigorous ISO-standard Acceptable Quality Limit frameworks. We supply clean, third-party verified chemical and physical analysis reports for raw input materials as well as post-production batches.
Explore our focused product categories engineered for superior durability, safety, and brand aesthetics.
Manufactured from top-tier, LFGB-certified Tritan and premium PET materials. Engineered to be 100% BPA-free and highly shatterproof, these glasses provide a flawless premium glass aesthetic while resisting deformation and cloudiness over hundreds of commercial wash cycles.
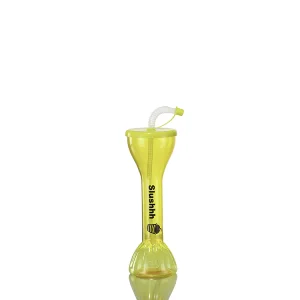
Our world-famous selection includes over 100 colorful designs, ranging from 12oz up to 100oz volumes. Made with robust, thick-walled materials and leak-proof caps, these yard cups are ideal for amusement parks, carnivals, and daiquiri bars.
Featuring precision-molded rims and tight-fitting leak-resistant snap lids that prevent messy spills. Available in color-changing variants, stadium styles, and bio-based formulations that serve high-traffic cafes and corporate promotional operations.
Our heavy-duty, reusable sport bottles blend high-impact structural resistance with ergonomic grips and secure push-pull caps. Built to survive rigorous daily use, outdoor fitness training, and fast-paced commercial settings.
Our operational scale, production capacity, and verified compliance statistics.
We adhere strictly to international manufacturing regulations to guarantee zero product risk for global distributors and retail brands.
Why top-tier global brands trust our structured product engineering.
Operating under strict international AQL standards, our QA teams carry out rigorous mechanical, physical, and food-contact checks throughout the entire raw material and production cycles.
Over two decades of extensive production and international business experience, run by 7 highly dedicated departments working seamlessly to support global customer requests.
We are proud to provide comprehensive custom solutions, stable product quality, and reliable, on-time shipping schedules. Our customers consistently rate our production and design services as exceptional.
Get authoritative answers regarding safety certifications, production processes, minimum orders, and raw material comparisons.
Stay updated on our dynamic organizational culture, ethical milestones, and sustainable technology breakthroughs.



Browse through our specialized reusable cork coffee cups, vacuum insulated stainless steel items, and premium event series for commercial distribution.