Pioneering food-grade structural alternatives, matching robust performance with environmental compliance across dynamic global retail and hospitality channels.





The global food service packaging industry is undergoing a paradigm shift driven by stringent environmental mandates, changing consumer values, and the rigorous pursuit of decarbonization. Historically dominated by single-use petrochemical polymers, the cold-chain and frozen dessert packaging sector is pivoting toward natural raw materials, with Kraft paper container technologies leading the category. The modern commercial market demands high-performance packaging that maintains structural integrity under extreme sub-zero conditions (-18°C to -40°C) while satisfying aggressive international standards for biodegradability and circular resource management.
In this dynamic macroeconomic landscape, high-quality Kraft ice cream cups represent a key battleground for brand differentiation. B2B enterprise clients—ranging from multinational dairy conglomerates to high-volume quick-service restaurant (QSR) chains—are actively seeking manufacturing partners capable of delivering massive production scale without compromising on quality or mechanical performance. Unbleached Kraft paper, synthesized via the classic chemical pulping method, preserves the natural brown hue of wood fibers and keeps the structural strength of lignin intact. This structural resilience makes Kraft paper superior to standard bleached SBS (Solid Bleached Sulfate) board for heavy-duty frozen dessert operations, especially where high moisture resistance is required.
From an ESG (Environmental, Social, and Governance) perspective, the adoption of premium Kraft ice cream cups is no longer a niche choice; it is an operational imperative. Extended Producer Responsibility (EPR) regulations, coupled with aggressive plastic tax policies across the European Union (EU Single-Use Plastics Directive 2019/904) and North America, have penalized conventional polyethylene (PE)-coated bleached boards. The market is shifting rapidly toward next-generation barrier technologies, including biodegradable PLA (Polylactic Acid), PBS (Polybutylene Succinate), and innovative water-based dispersion barrier coatings (aqueous coatings). Forward-thinking manufacturers are building specialized machinery lines that handle these advanced substrate-barrier combinations smoothly, ensuring that commercial buyers can transition to eco-friendly options without experiencing operational disruptions in high-speed filling lines.
A deep dive into paperboard density, tensile strength, and next-generation moisture-barrier technology.
We utilize long-fiber unbleached softwood Kraft pulp. This yields high tensile and bursting strength, allowing the cup wall to remain rigid even under significant condensation and heavy top-load pressure during automated packing.
Coated with biodegradable PLA, PBS, or state-of-the-art water-based dispersion barriers. This ensures complete grease and liquid resistance, stopping structural sagging and edge-wicking for long-term cold storage.
Utilizing advanced ultrasonic and hot-air welding technology. These systems create uniform, leak-proof seams on our high-speed forming machines, eliminating adhesives that could compromise food safety or compostability.
In B2B applications, barrier engineering is critical. When ice cream transitions from production tunnels to commercial retail environments, it encounters temperature fluctuations. This cycling causes condensation on the packaging surface. If the outer barrier layer fails, moisture will seep into the unbleached fibers, causing the cup to collapse. Our manufacturing process mitigates this risk by applying a double-sided barrier coating. By coating both the interior and exterior surfaces, we prevent dew-point condensation from compromising the structural strength of the paper cup. Additionally, our double-walled options provide an insulating layer of air, keeping ice cream solid longer while protecting consumers' hands from cold temperatures.
Over the next decade, B2B food packaging will transition toward fully circular systems. At the center of our development program is the elimination of synthetic fossil-based polymers, replaced by native bio-polymers and advanced wood-derived cellulose coatings. Our engineering team is currently testing next-generation MFC (Microfibrillated Cellulose) barriers. These bio-coatings offer exceptional oxygen and moisture resistance while being fully recyclable alongside standard office paper without requiring specialized separation processes.
In parallel, we are developing smart packaging technologies. We are integrating micro-printed thermal indicators directly onto our Kraft paper surfaces. These food-safe, color-changing indicators allow B2B logistics managers to monitor cold-chain performance in real-time, providing immediate visual confirmation that the ice cream has remained within the required storage parameters during transport. By combining advanced sensor technology with traditional paper manufacturing, we are turning simple containers into active components of modern cold-chain logistics.
Engineered to withstand the physical forces of automated rotary filling lines. Perfect structural dimensions prevent jams during de-nesting, while optimized flange rolled rims guarantee clean lidding seals at high production speeds.
Designed to enhance brand presentation. The tactile feel of natural Kraft paper communicates premium, artisanal quality, helping premium brands justify higher margins while meeting customer eco-expectations.
Optimized for third-party food delivery apps. Double-walled construction slows ambient heat transfer, ensuring ice cream arrives in perfect condition even in hot climates and during longer transit times.
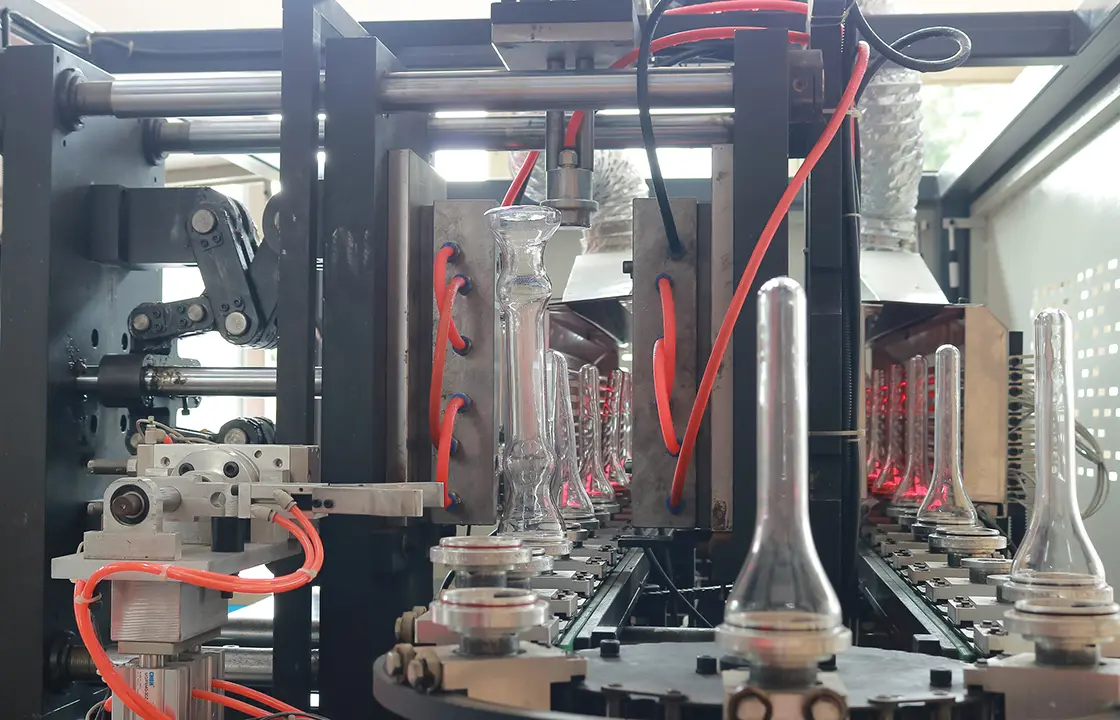
Operating from our integrated manufacturing facilities, including Funtime Plastics (Xiamen) Co., Ltd. (founded as a subsidiary of Charmlite in 2013), we offer B2B buyers unmatched supply chain reliability. Our facility is equipped with 42 high-performance machines, including advanced injection molding machines, continuous sheet extruders, high-speed blow-molding equipment, and automated multi-color printers. This robust machinery footprint enables a daily production capacity exceeding 20,000 units, ensuring we meet delivery schedules reliably even during peak seasonal demand.
Our key competitive advantage lies in our fully integrated manufacturing process. We operate our own in-house tooling and mold-making department, allowing us to accelerate custom packaging design from initial 3D CAD modeling to physical prototypes in under 10 days. We minimize long-distance transport risks by sourcing raw paper pulp from nearby sustainable FSC-certified forestry reserves in southern China, ensuring a stable, traceable supply chain. Operating near the deep-water port of Xiamen, we offer our international clients streamlined customs handling and highly efficient shipping routes to major global hubs, providing a clear logistical advantage over inland competitors.
Leveraging our advanced manufacturing lines, we produce a comprehensive range of food service vessels that balance environmental responsibility with market-ready durability.
Funtime offers a range of plastic wine glasses manufactured from LFGB-certified, food-grade materials such as PET and Tritan. These glasses are guaranteed to be BPA-free. Their thickened material enhances sturdiness and durability, effectively resisting deformation. As shatterproof and reusable alternatives to glass, they provide a practical and elegant solution for diverse occasions—from formal weddings and banquets to outdoor events on terraces and beaches.
Don’t just sip your slushie—experience it. With over 100 vibrant designs and sizes from 12oz to 100oz, Funtime’s break-resistant and spill-proof Yard Cups keep your frozen drinks safe and delicious. Customize them for any occasion, and enjoy them with margaritas, daiquiris, frozen coffee, and more. Taste the fun, without the waste.
Every component—cup, lid, and straw—is engineered to lock securely, creating a perfect seal that prevents leaks from the start. Built to be crack-resistant, these cups won’t bend, leak, or cave in, ensuring your drinks from iced lattes to party punches remain perfectly contained. They deliver dependable performance for daily use, extensive catering spreads, and the relentless pace of a busy café.
Our reusable water bottles offer the perfect blend of durability and convenience. Made from tough, lightweight plastic, they feature a leak-proof cap to eliminate messes. Built to withstand daily use, they’re your go-to for hydration during workouts, adventures, or a day at the office. Enjoy your favorite beverages wherever life takes you.
International food service environments require strict adherence to chemical safety, public health, and environmental standards. Funtime maintains rigorous, proactive quality control programs across all manufacturing steps. We hold annual certifications with globally recognized standards bodies, ensuring smooth market entry for our B2B partners into highly regulated markets like Europe and North America.
Our factories pass rigorous annual audits, including Sedex, Disney FAMA, BSCI (Business Social Compliance Initiative), and Merlin Ethical Audits. These third-party validations ensure our operations maintain fair labor conditions, safe workplaces, and clean manufacturing environments. Our raw unbleached Kraft paperboards are sourced exclusively from FSC (Forest Stewardship Council) certified suppliers, providing full traceability from managed forests to the final packaged dessert product.
We turn custom design ideas into retail-ready packaging through our integrated engineering process.

We collaborate closely with you from the very beginning to fully understand your product vision and market needs.

Based on your concept, we deliver end-to-end customization—from structures and cap pairing to logo placement.

Once the design is confirmed, we produce physical samples for your hands-on review to ensure look and fit.
After sample approval, we launch standardized manufacturing to guarantee consistent quality and reliable delivery.
Designed to help global food service brands reduce operational risk, optimize unit costs, and meet sustainability goals.
We run thorough inspections and chemical tests from incoming raw materials to final shipped goods, adhering to strict B2B AQL international control standards.
With 18 years of production and international trade experience, our 7 specialized departments work together to support and manage your bulk procurement needs.
We provide reliable, stable product quality and on-time deliveries, backed by professional OEM/ODM services that receive consistently high ratings from global buyers.
Providing clear, technical answers to help purchasing officers make informed decisions regarding volume orders.
Stay updated on our dynamic organizational culture, facility upgrades, and milestones in manufacturing excellence.

Our team enjoyed a cultural trip to Luoyang, reinforcing our shared goals and values of collaboration, innovation, and partnership.
Learn More →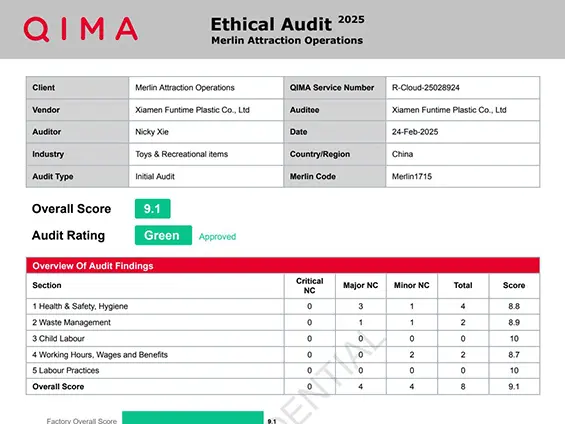
Our Xiamen facility passed the rigorous Merlin ethical audit, highlighting our commitment to safe, fair, and responsible manufacturing practices.
Learn More →
A memorable evening celebrating our collective successes, team dedication, and our commitment to providing sustainable packaging solutions.
Learn More →
Embracing cultural heritage and expressing gratitude to our dedicated staff members who ensure our production lines run smoothly.
Learn More →High-quality alternative models for carnivals, sports, Quick-Service Restaurants (QSR), and large-scale public events.










